
![「京セラ カスタマーサポートセンター」0120-39-6369 [受付時間]9:00~12:00 13:00~17:00 ※土日祝・会社休日は受付しておりません](/prdct/tool/images/floatnav_banner01.png)

- P
- M
- K
- N
- S
- H
MFWN
Features
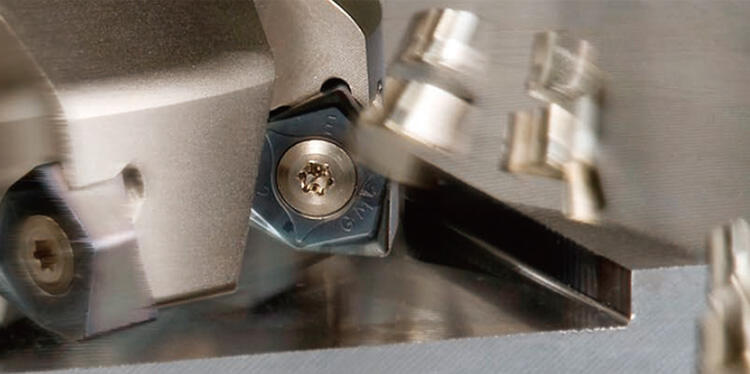
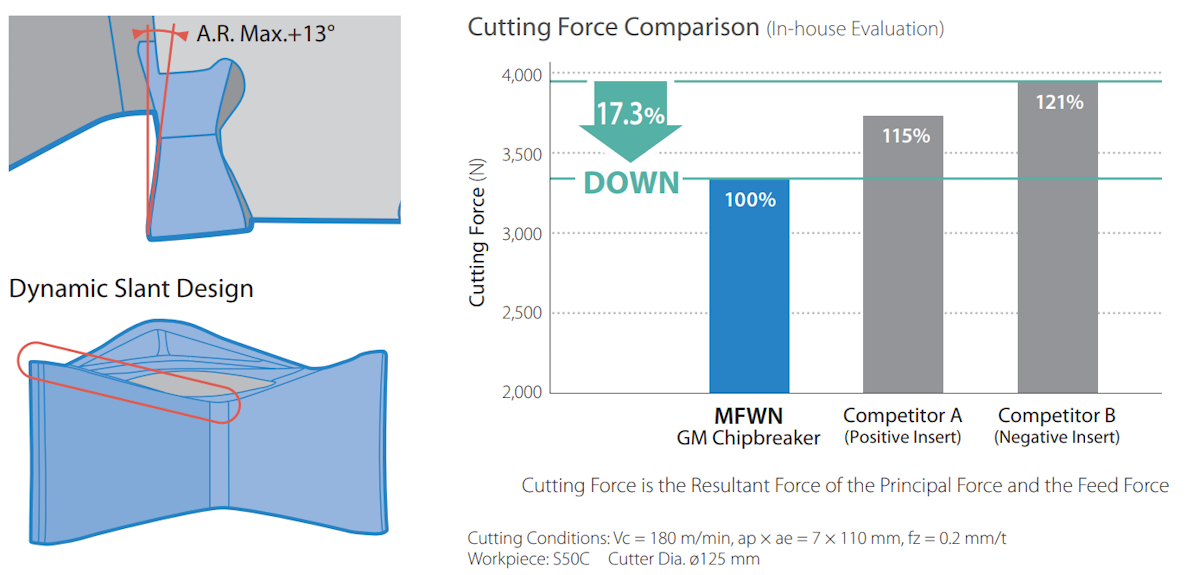
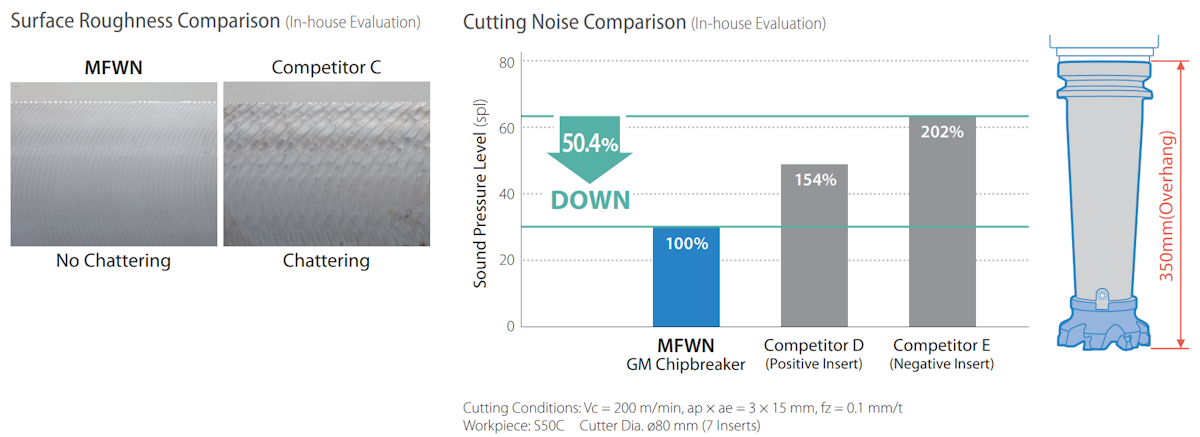
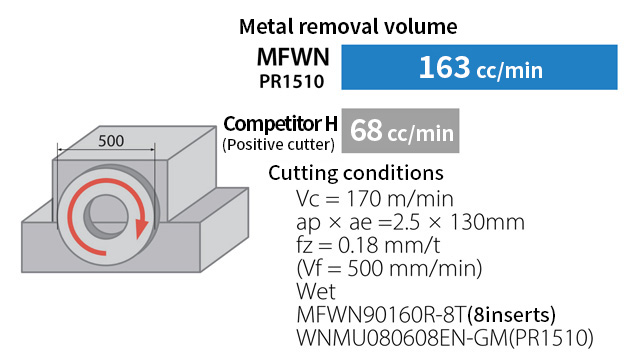
Low Cutting Force design provides excellent cutting performance and chattering resistance
Large rake angle design for low cutting force. Dynamic slant cutting edge reduces impact when biting into the workpiece, achieving excellent sharpness. Resistant to chattering, and suitable for long overhang.
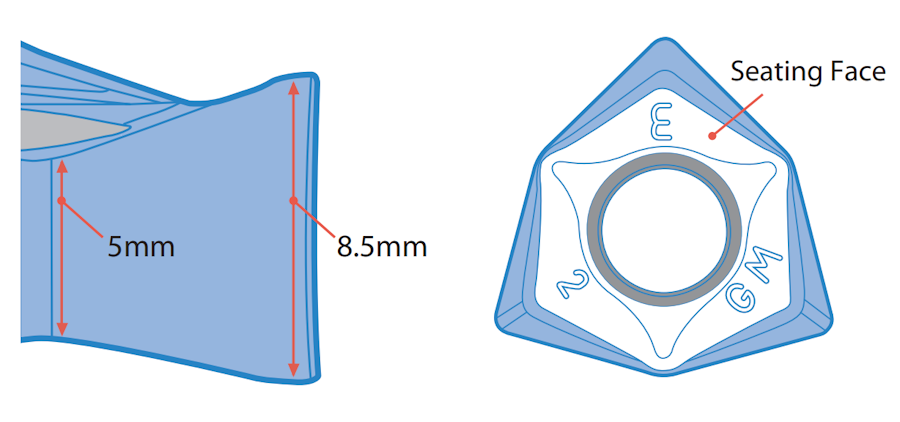
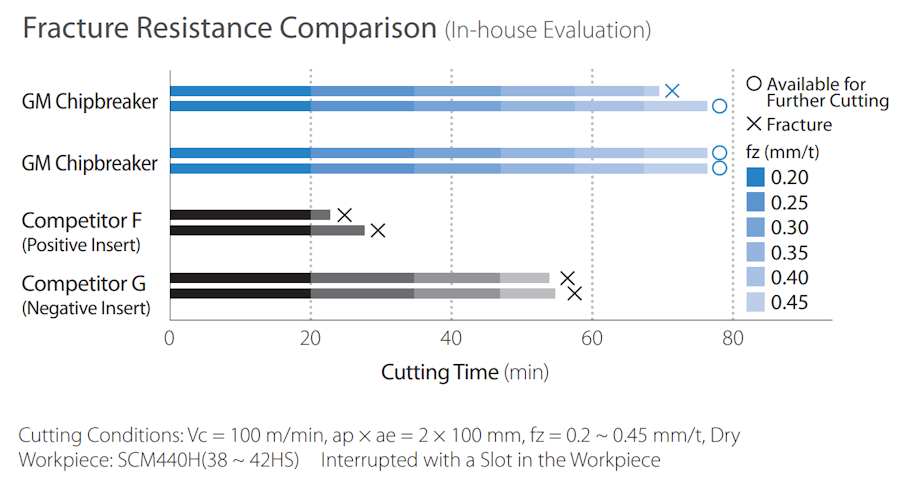
Excellent fracture resistance with a thick insert design.
The cutting edge has a thickness of 8.5 mm, with 5 mm secured even at its thinnest part. In addition, an optimized seating surface enables stable clamping.
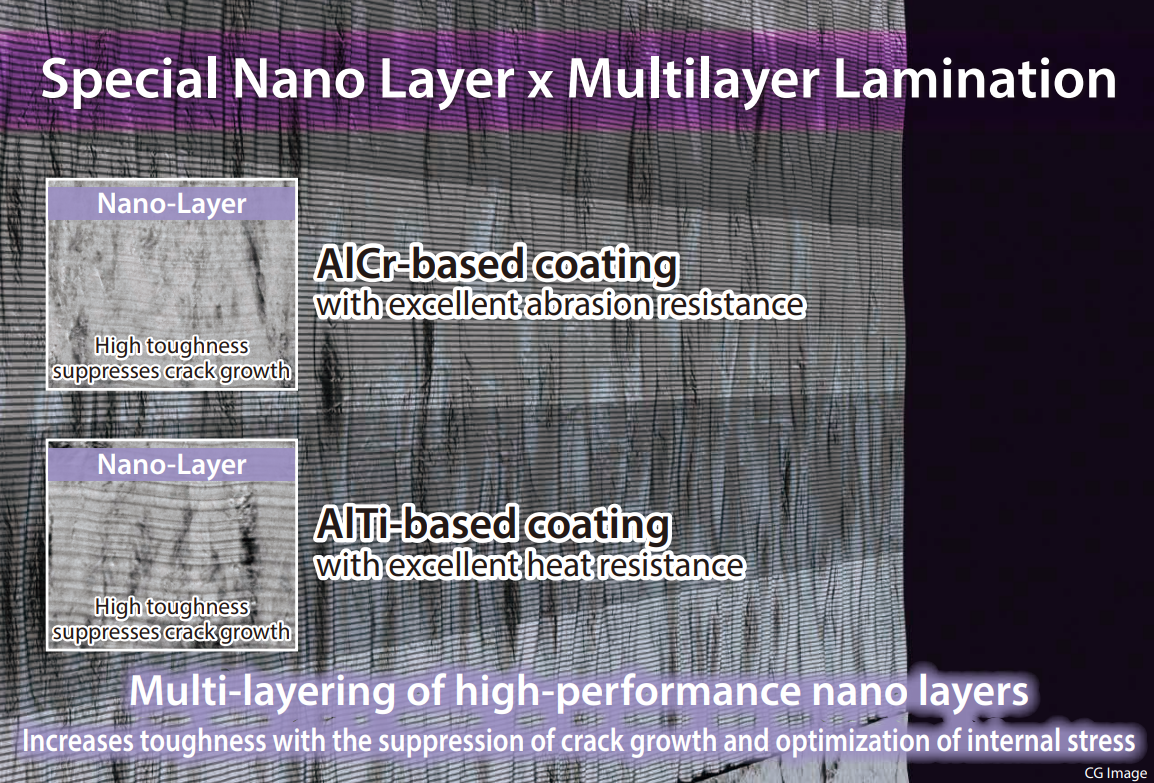
New PR18 series. Achieving significantly longer tool life
The newly developed proprietary coating MEGACOAT NANO EX achieves long tool life. "Double lamination technology" that laminates two types of special nano-layers in multiple layers further improves toughness, achieving both high levels of wear resistance and fracture resistance.
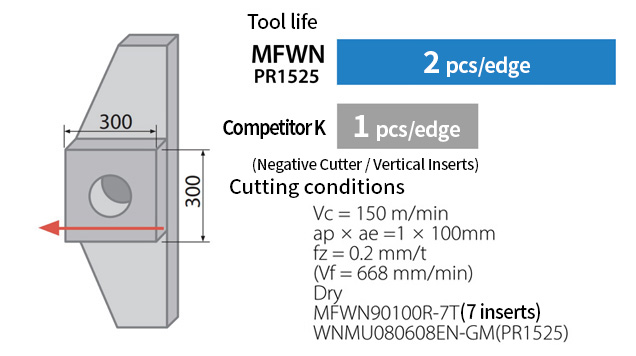
Case Study
Machine Tool parts FC300
(Customer evaluation)
Manganese steel for construction machinery parts
(Customer evaluation)
Lineup
Face Mill: φ63 ~ φ250
Endmill: φ50 ~ φ80
Recommended cutting conditions
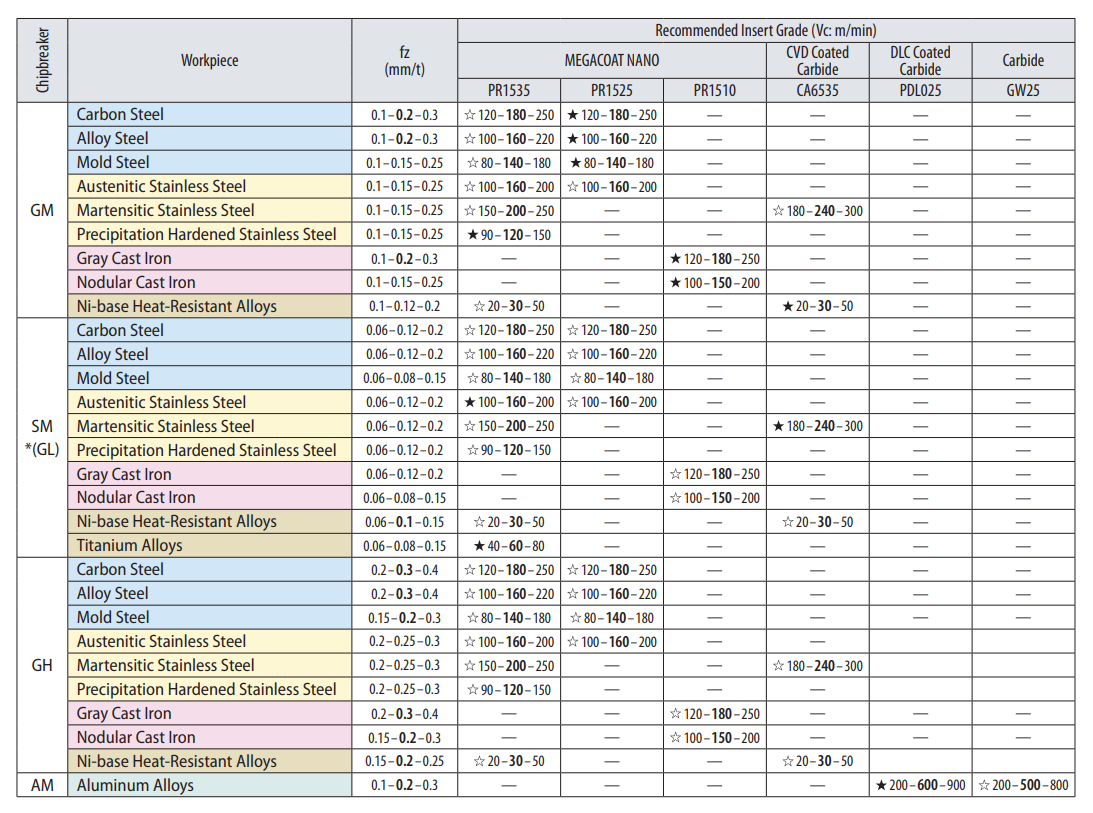
The bold values in the cutting conditions indicate the center of the recommended cutting conditions. Adjust cutting speed and feed within the range depending on the actual machining conditions. Wet machining is recommended for Ni-based heat-resistant alloys and titanium alloys. GL chipbreaker is recommended for finishing surface oriented machining. GH chipbreaker is recommended for close pitch cutter ➡ feed rate fz ≦ 0.3 (mm/t) , Extra close pitch cutter ➡ Not recommended
For cutting conditions for the new PR18 series, refer to the catalog "MFWN PR18 cutting conditions"



